ワイヤカット技術資料
面粗度比較 / 面租度の統計データ / 仕上げ回数とマイクロピーニングとの関係
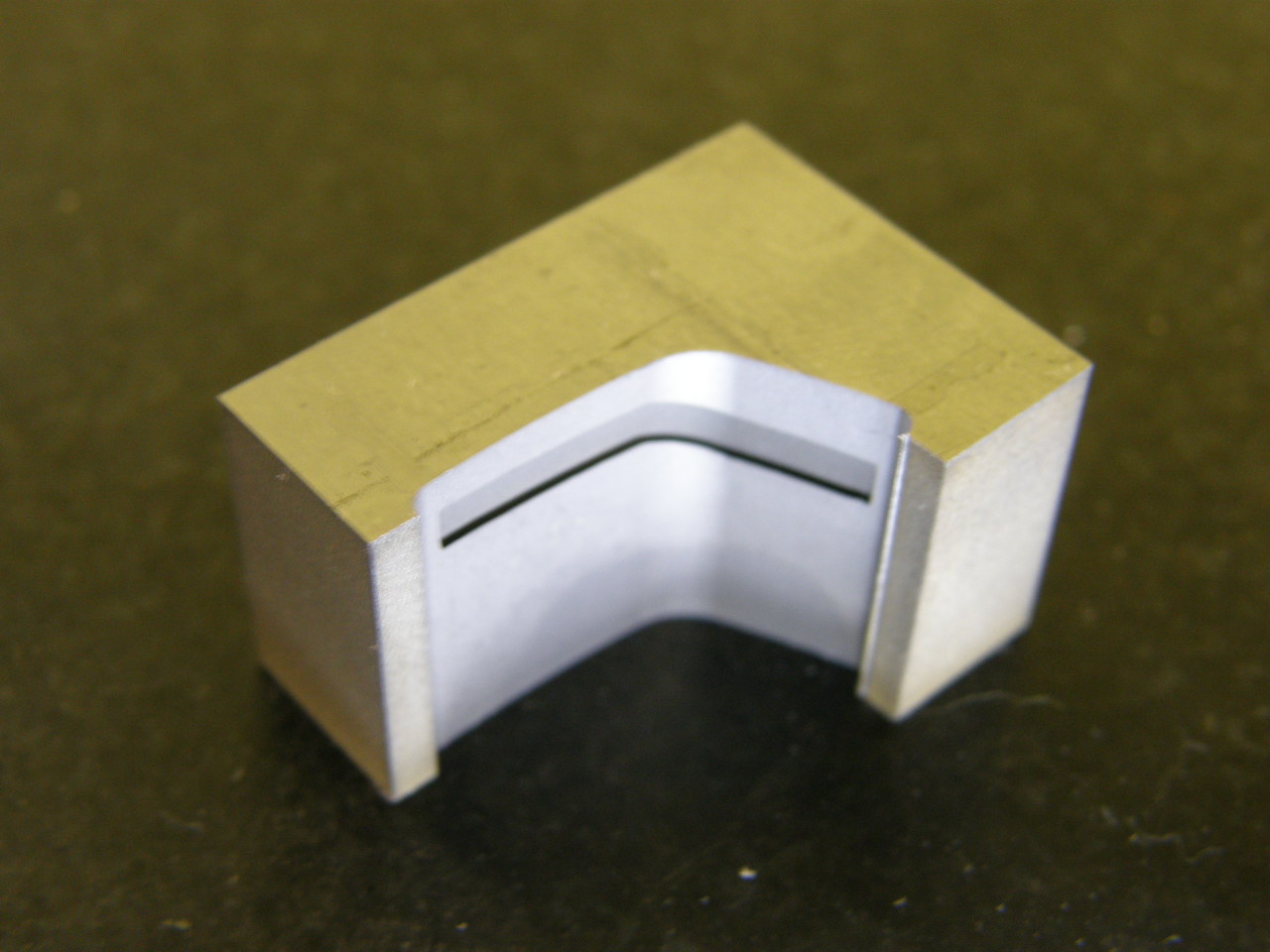
| 作品例 | ||
| 上面 | 下面 | |
 |
⇔ | 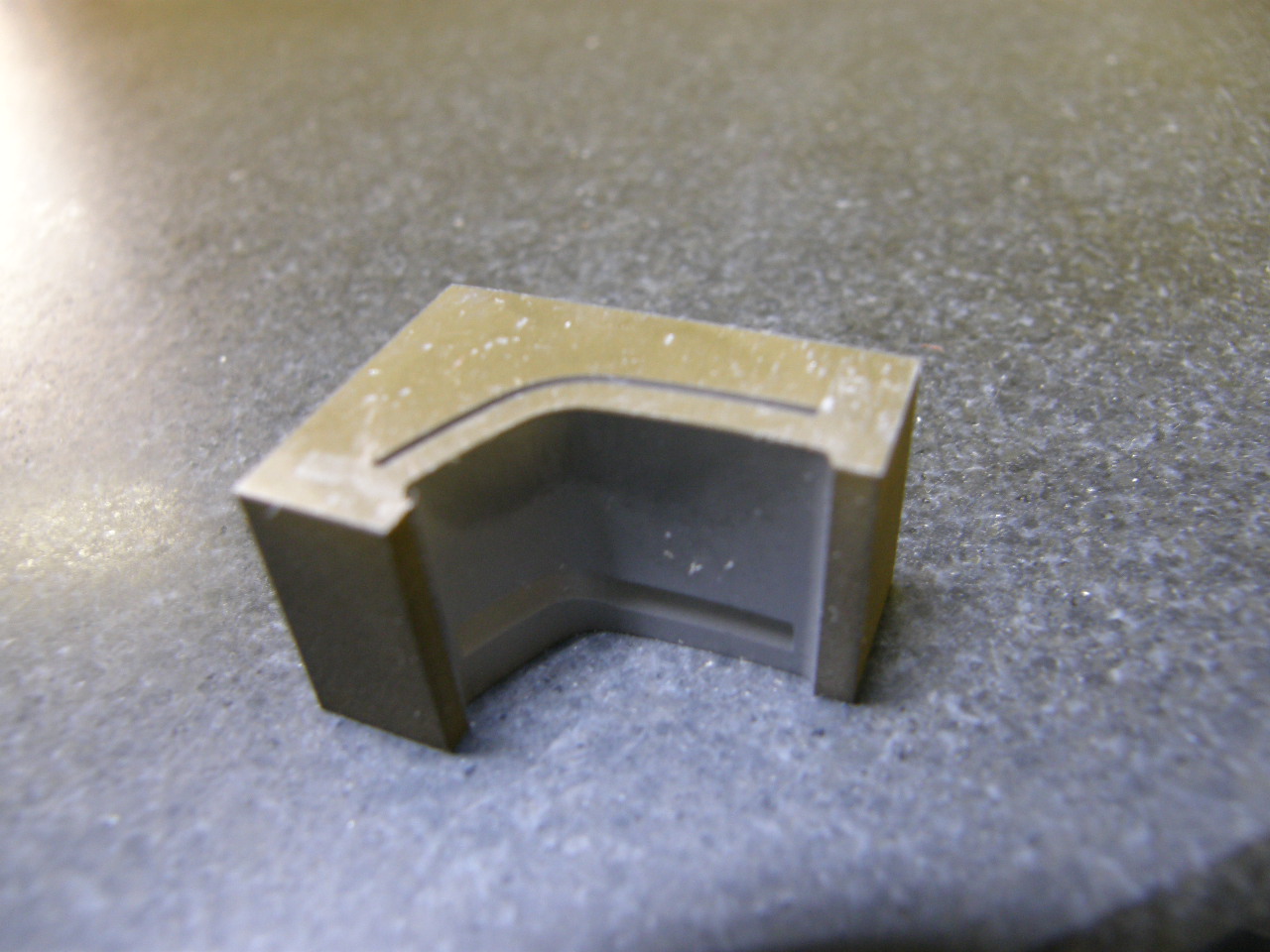 |
| スリット幅は0.6mm テーパーになっています(写真クリックで拡大) | ||
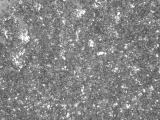
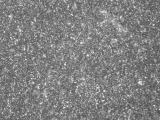
面粗度比較 ×200 加工機:FANUC ROBOCUT αー0iC 2007/6/10加工
| 工程 | 表面画像 | 断面画像 | 工程 | 表面画像 | 断面画像 |
|---|---|---|---|---|---|
| 1st |  |
 |
3rd |  |
 |
| データ | Ra= 2.46μm Rz= 15.89μm |
Ra=1.05μm Rz=6.87μm |
|||
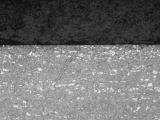
| 2nd |  |
 |
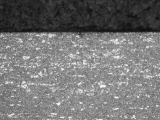
4th |  |
 |
| データ | Ra=2.40μm Rz=15.24μm |
Ra=0.42μm Rz=3.15μm |
|||
| 工程 | 工程 | 工程 | 工程 | ||||
| 1st | 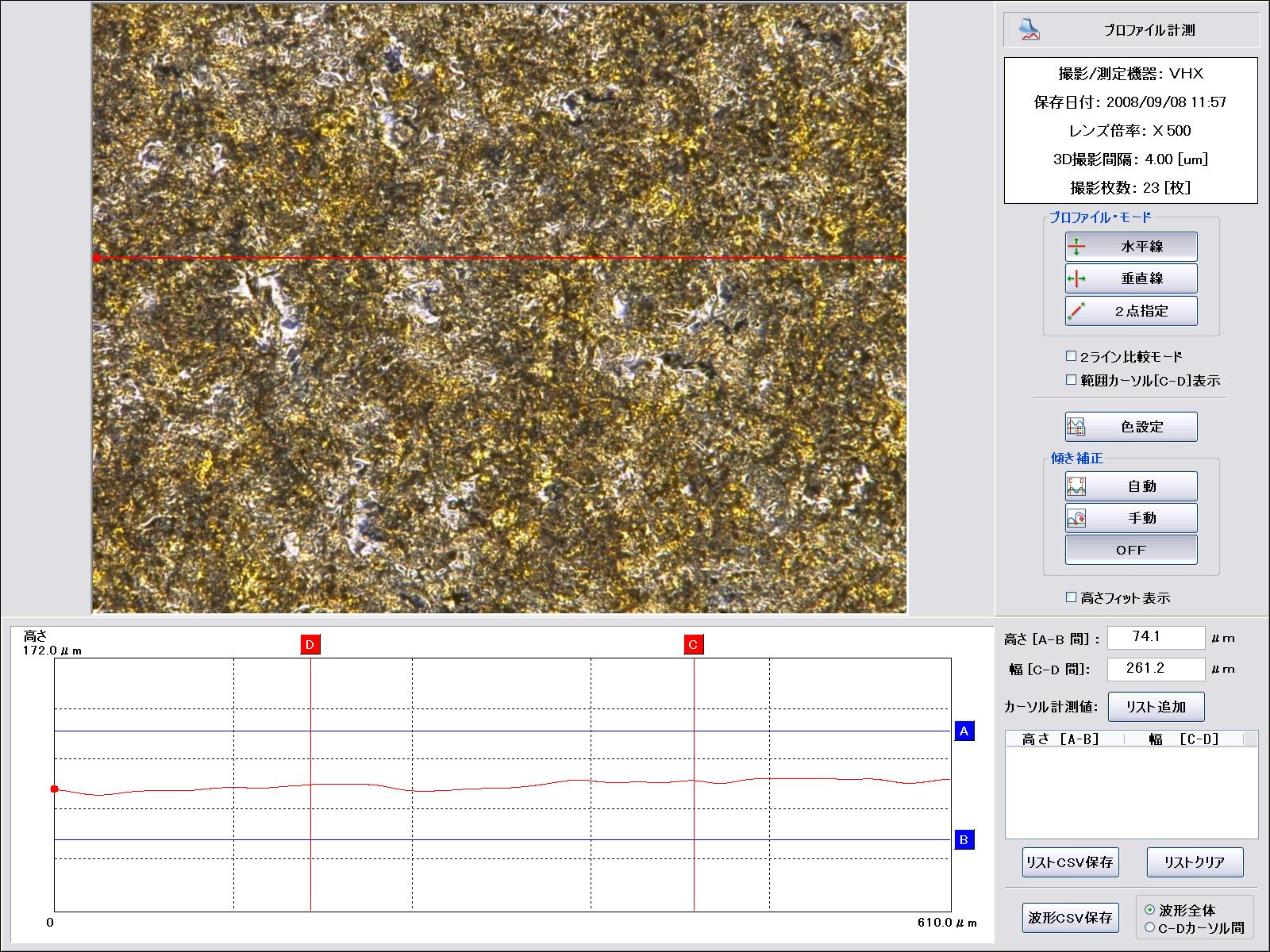 |
2nd | 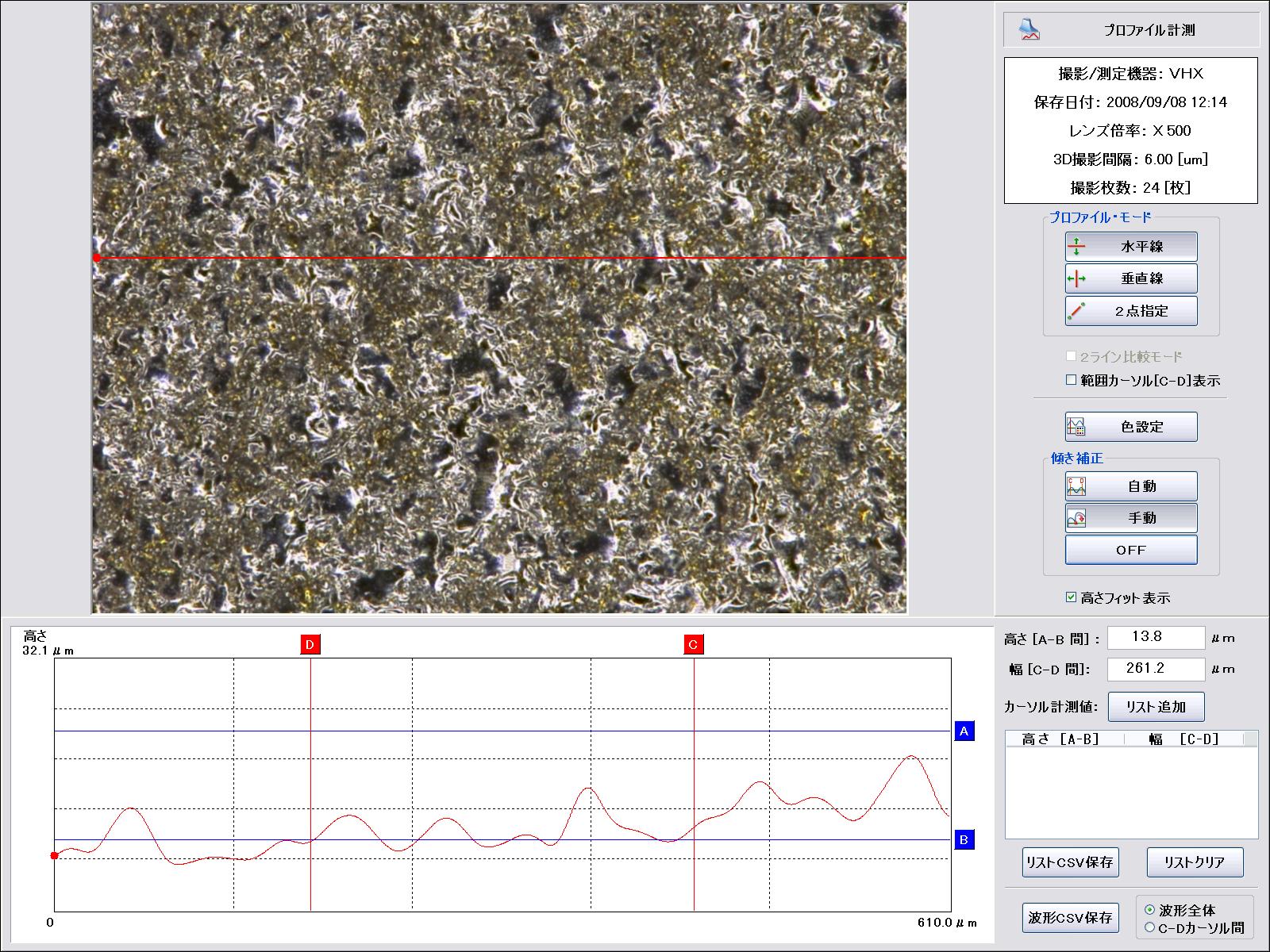 |
3rd | 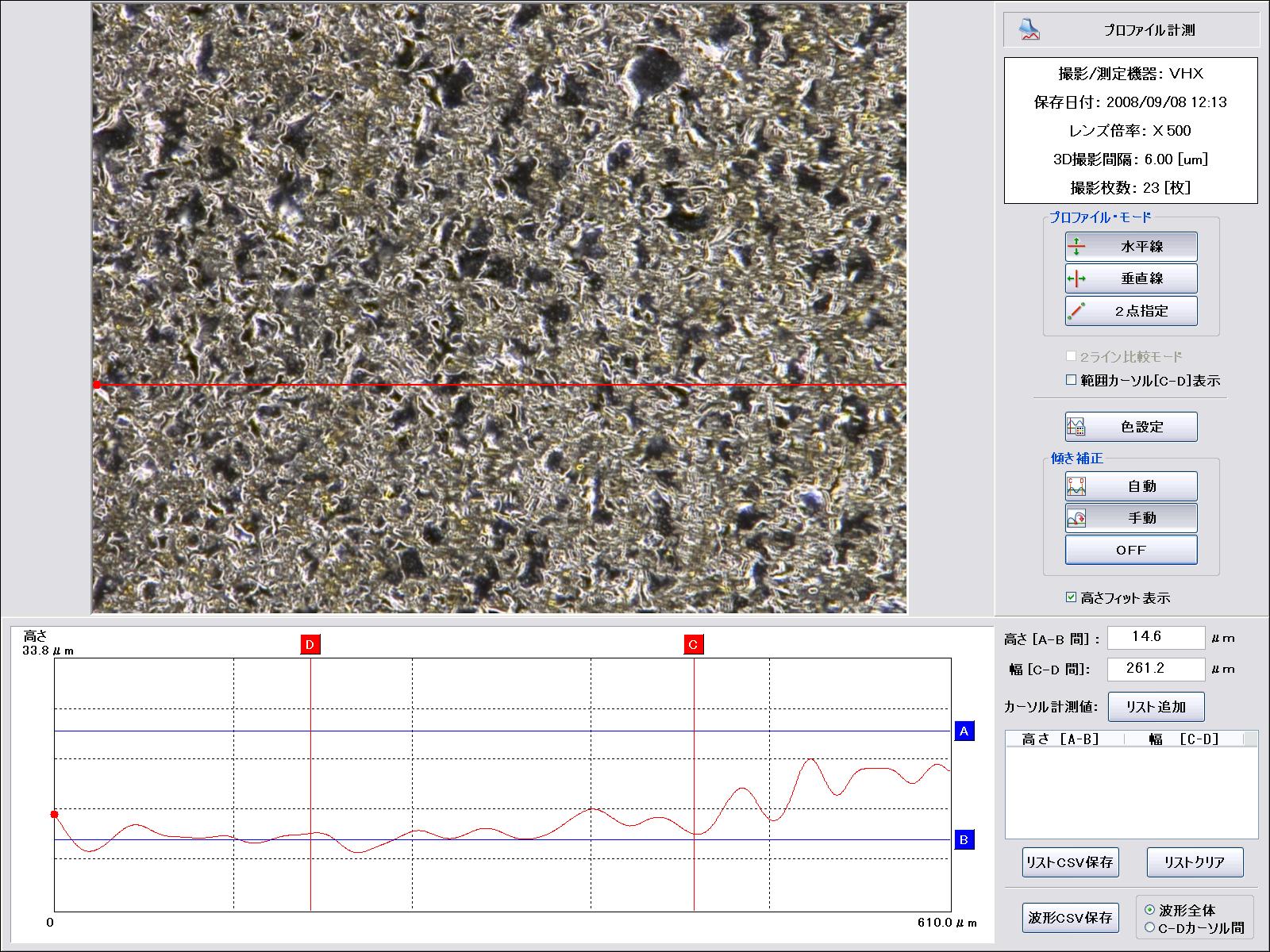 |
4th | 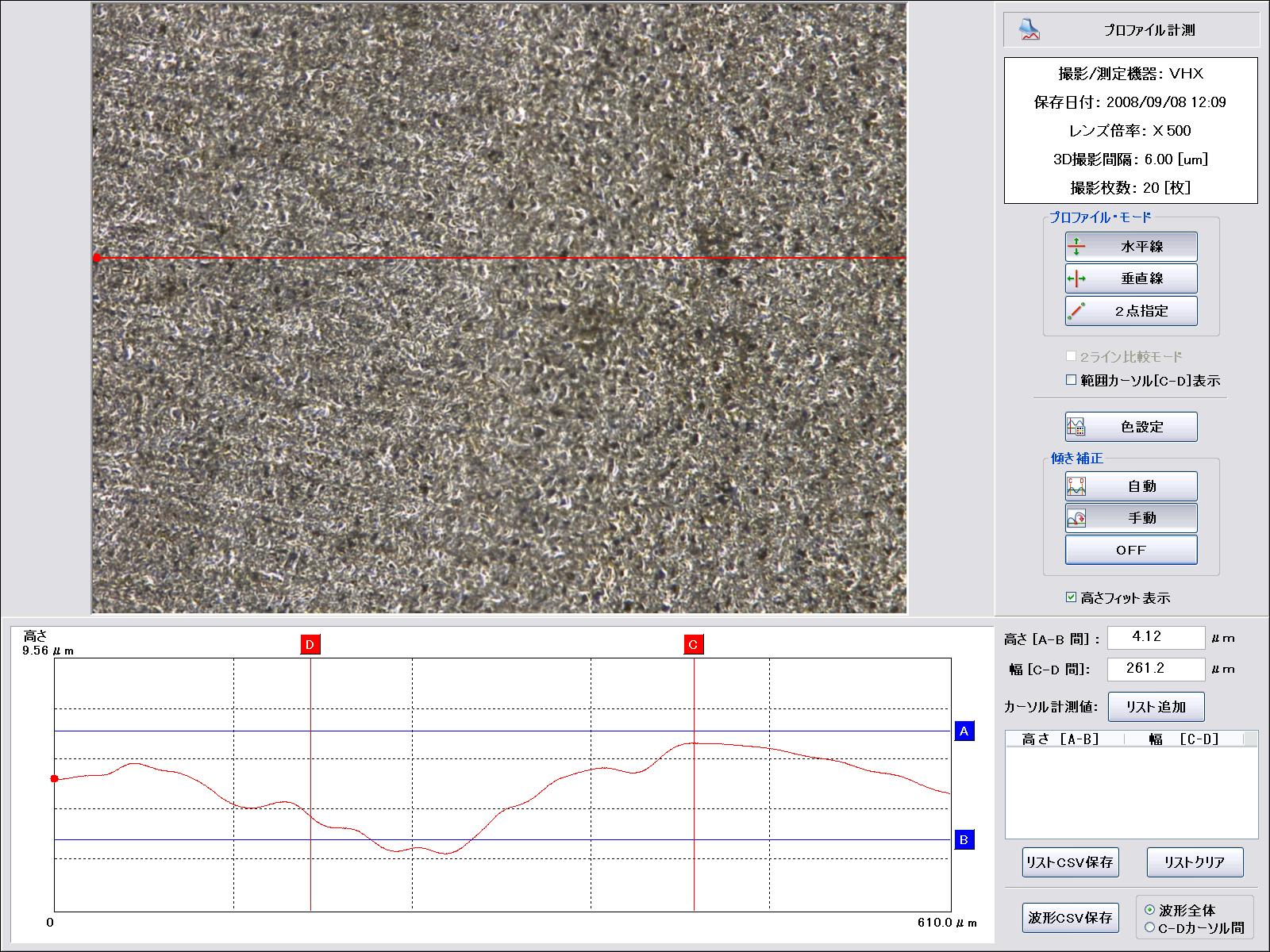 |
| データ | Ra=2.63μm Rz=16.38μm |
Ra=2.74μm Rz=15.58μm |
Ra=1.99μm Rz=11.97μm |
Ra=0.36μm Rz=2.91μm |
|||
| 5th | 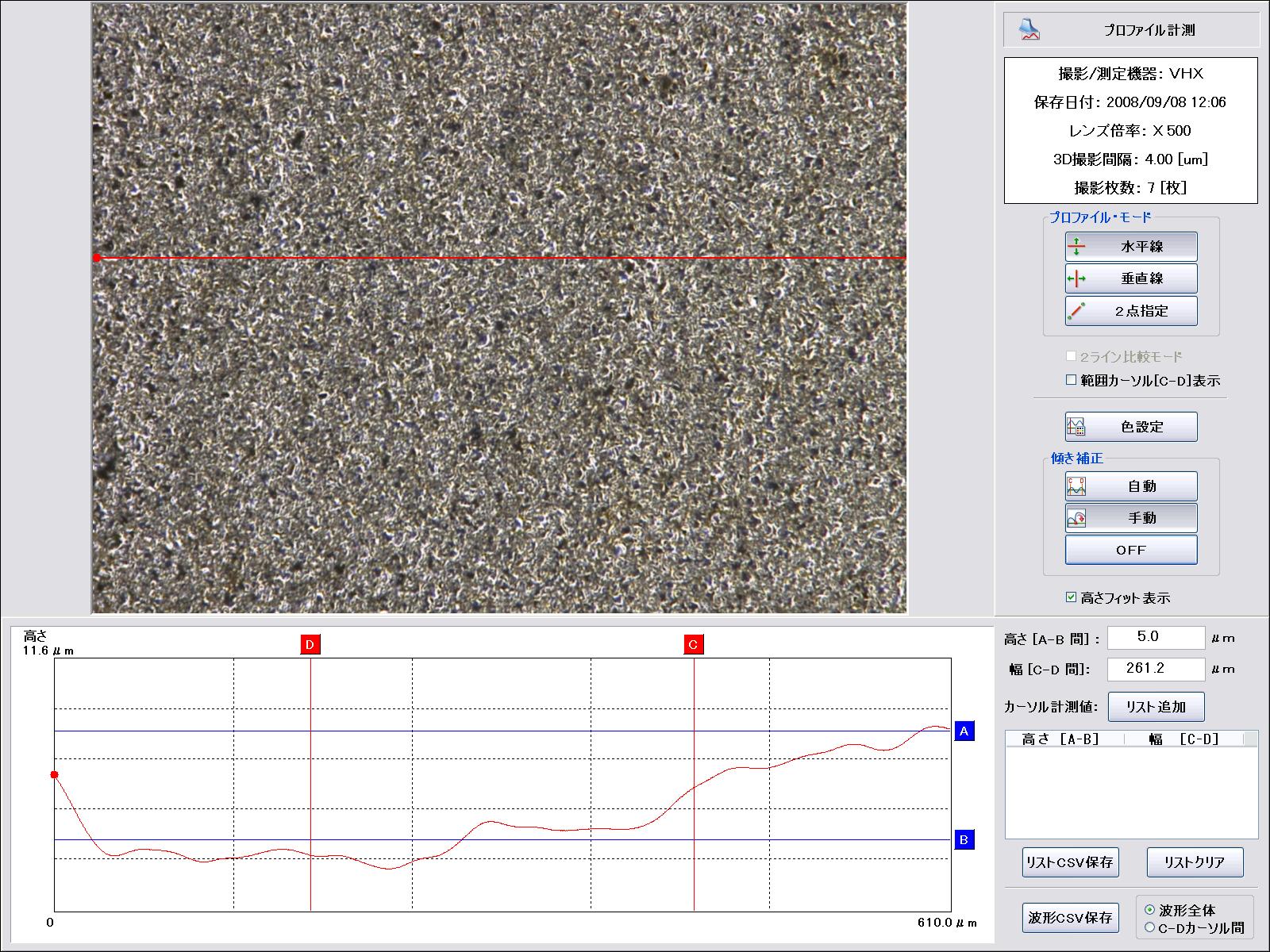 |
6th | 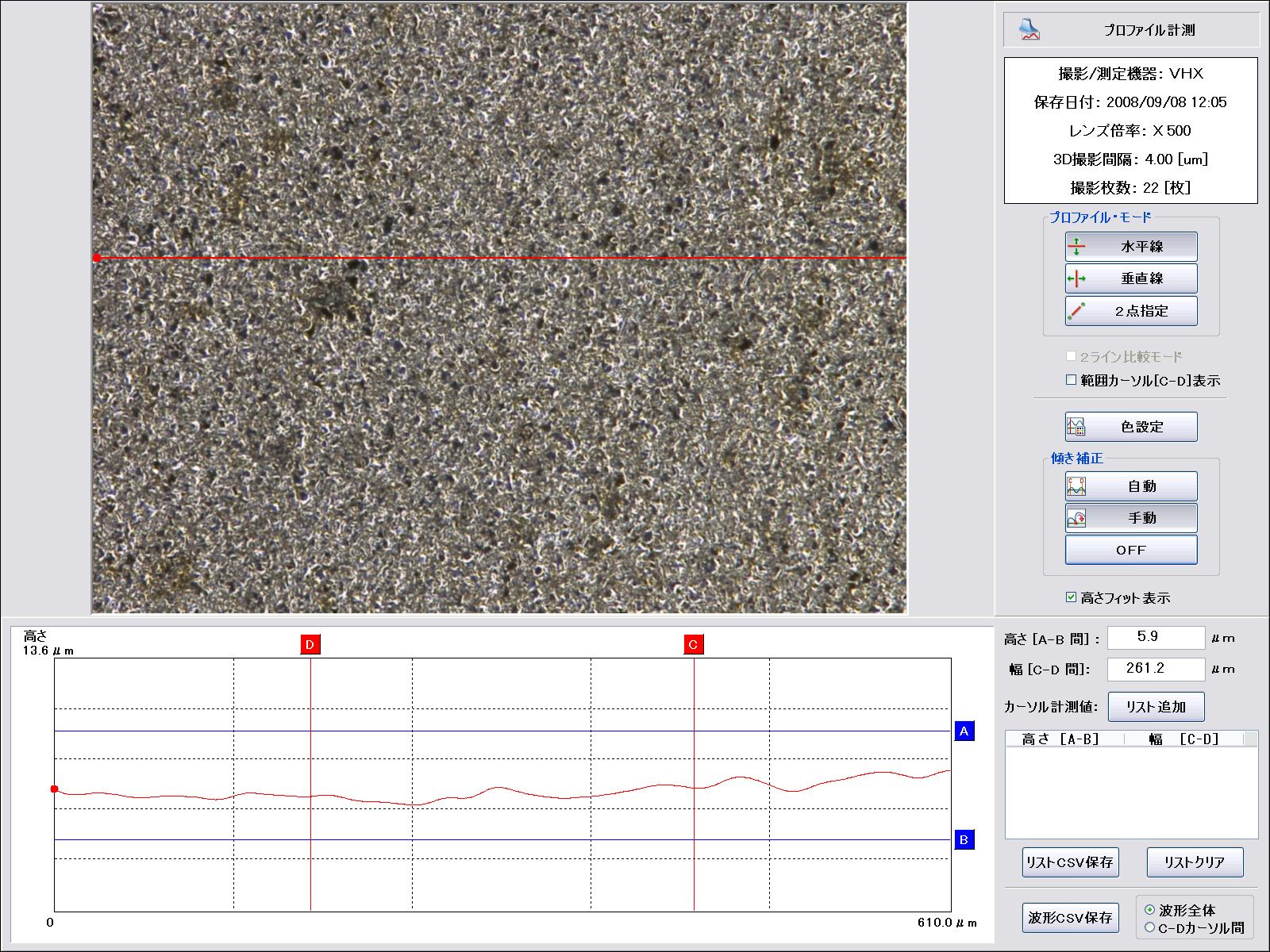 |
7th | 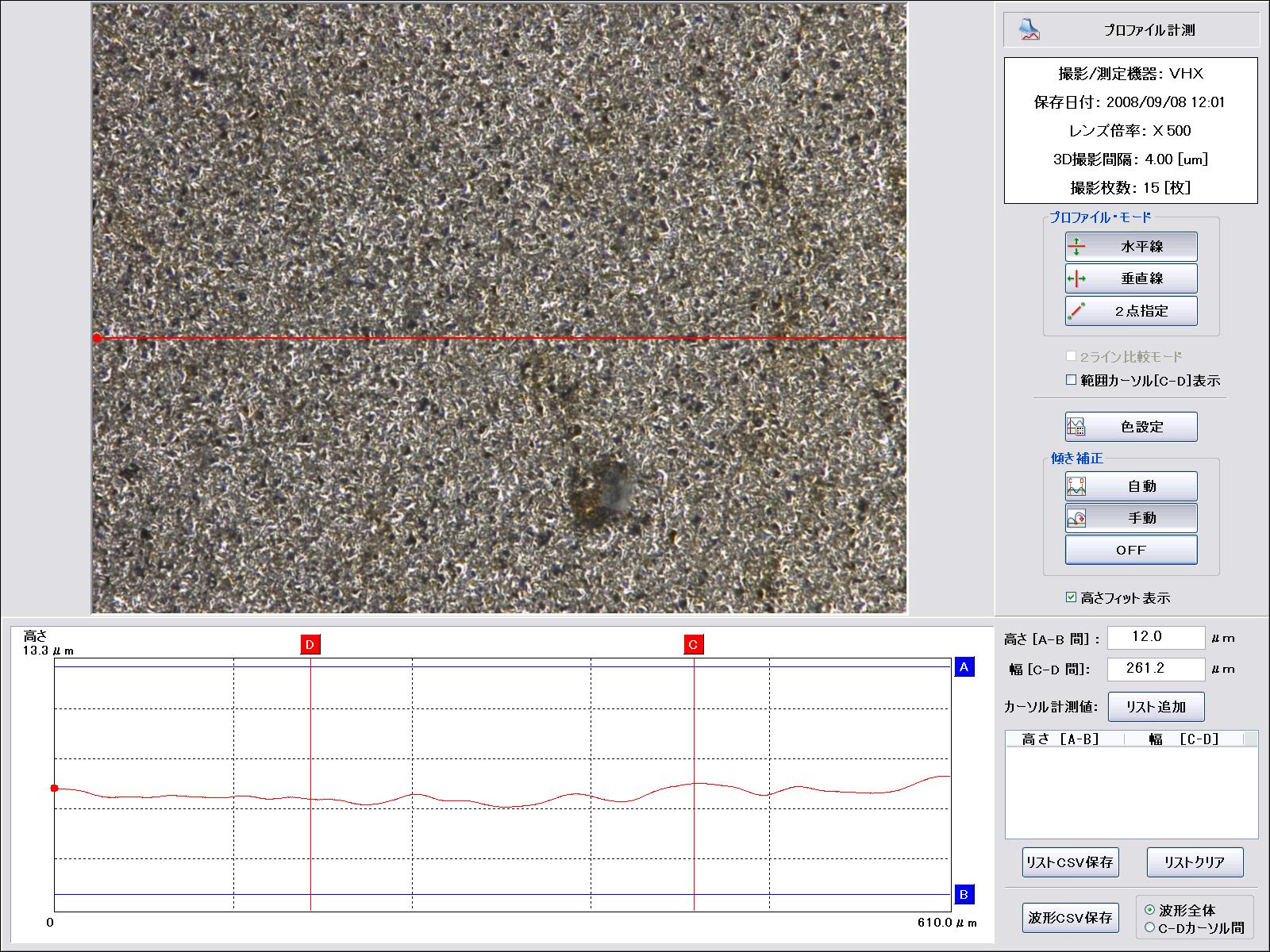 |
加工機:seibu MM500S 素材:SKD11 T=50mm 加工日:2008/9/8 倍率:X500 |
|
| データ | Ra=0.36μm Rz=2.36μm |
Ra=0.37μm Rz=2.62μm |
Ra=0.38μm Rz=2.75μm |
||||
※面租度は4thと7thで差異はありませんが「うねり」が取れていることが下段グラフに見てとれます
| 材質 | SKD11焼入れ済み | |||
| 板厚 | 8.5mm | 測定者 | 浅野 | |
| 測定日 | 2009/3/11 | 測定器 | Mitutoyo サーフテスト SJ−301 | |
| 加工装置 | Seibu M500S | 加工者 | 岩月 |
| Rz(μm) | ||||
| サンプルNo. | 1st | 2nd | 3rd | 4th |
| 1 | 16.62 | 15.41 | 11.53 | 4.02 |
| 2 | 16.02 | 16.34 | 12.23 | 3.22 |
| 3 | 15.56 | 16.23 | 10.78 | 3.37 |
| 4 | 15.90 | 15.04 | 11.03 | 3.88 |
| 5 | 15.06 | 14.50 | 12.63 | 3.29 |
| 6 | 15.45 | 15.71 | 11.83 | 3.60 |
| 7 | 16.46 | 18.01 | 12.31 | 3.37 |
| 8 | 17.68 | 15.42 | 11.79 | 3.68 |
| 9 | 16.19 | 15.80 | 11.87 | 3.78 |
| 10 | 15.99 | 15.35 | 11.99 | 3.54 |
| 11 | 17.81 | 15.94 | 11.65 | 4.17 |
| 平均 | 16.25 | 15.80 | 11.79 | 3.63 |
| 最大 | 17.81 | 18.01 | 12.63 | 4.17 |
| 最小 | 15.06 | 14.50 | 10.78 | 3.22 |
| 標準偏差 | 0.86 | 0.90 | 0.54 | 0.31 |
| 平均+3σ | 18.84 | 18.50 | 13.40 | 4.56 |
(参考)サンプル品における限定的面租度比較データ(3rd加工)
品名 ギヤ外周加工 材質 SCM440H 焼入・焼戻し後ガス軟窒化処理済み
| 単位Rz | 使用ワイヤー | 側面(円周方向) | 側面(板厚方向) |
| Seibu MM500 | φ0.2 真鍮 3rd | 3.8 | 4.2 |
| 4.0 | 4.4 | ||
| 4.2 | 4.5 | ||
| FANUC 1iD | φ0.25 真鍮 3rd | 6.7 | 6.6 |
| 7.4 | 6.7 | ||
| 6.4 | 7.0 |
| M3回転 | MSF4回転 | 荒M1 油仕上5 |
油8 | M1回 | 油1回 | |
| Ra | 0.6 | 0.45 | 0.36 | 0.2 | 3.0 | 3.21 |
| Rz | 4.09 | 3.22 | 2.81 | 1.52 | 16.89 | 20.54 |
| 表面 |  |
 |
 |
 |
 |
 |
| 断面 |  |
 |
 |
 |
 |
 |